ტელეფონი: +8613567545633
ტელეფონი: +8613567545633 E-mail: lanxiangmachine@foxmail.com
E-mail: lanxiangmachine@foxmail.com 
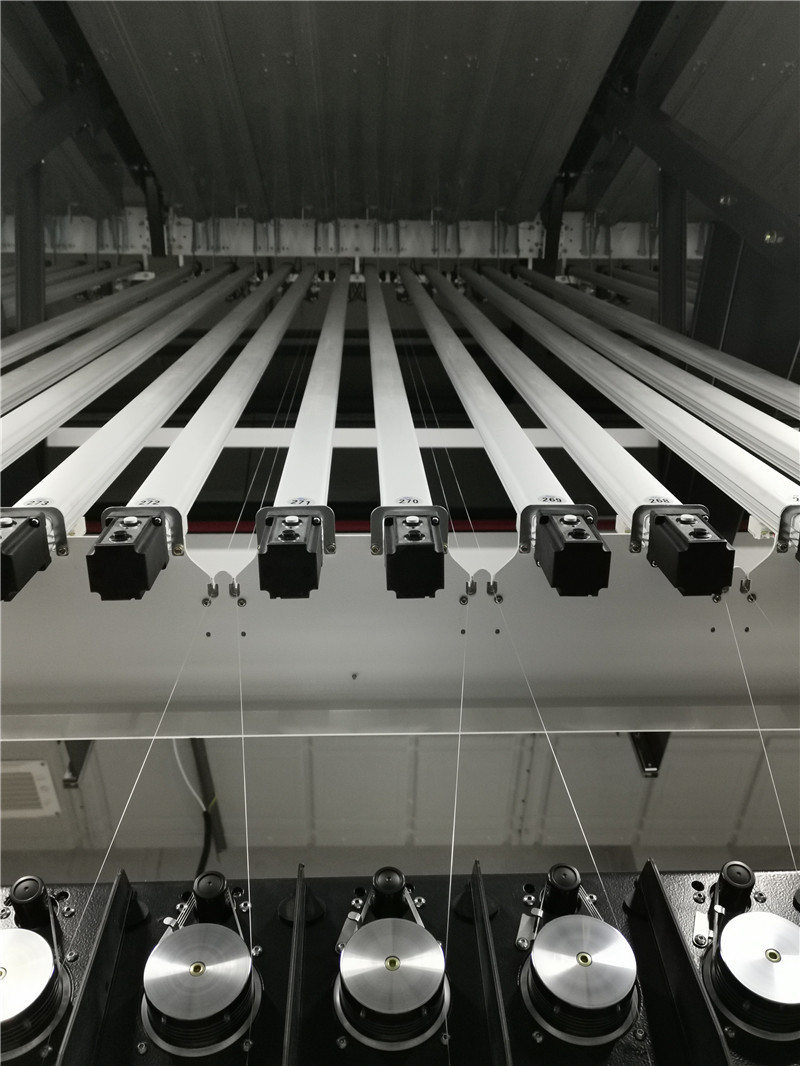
LX1000 მაღალსიჩქარიანი ტექსტურირებისა და ჰაერით დაფარვის ყველა ერთში მანქანა
1. სამი ლილვაკი, სახელწოდებით D1, D2, D2.2, აღჭურვილია გოდეტის მექანიზმით. გოდეტს აკონტროლებს მიკროძრავები. ისინი აკონტროლებენ ბოჭკოს მოძრაობას და უზრუნველყოფენ გაჭიმვას.
2. დანადგარის ორი მხარე (AB) შედარებით დამოუკიდებლად მუშაობს, ორივე იყენებს ენერგიის დამზოგავ ძრავას ქამრის ნაცვლად, პროცესის პარამეტრების დაყენება შესაძლებელია ცალ-ცალკე. ორივე მხარეს შეუძლია სხვადასხვა პროდუქციის დამუშავება.
3. სპეციალურად ენერგოდამზოგავი საქშენი ზოგავს ჰაერს და ენერგიას.
4. ორსაფეხურიანი D2 როლიკერის სტრუქტურა აუმჯობესებს ნეილონის სპანდექსის კვანძის ერთგვაროვნებას და სიმტკიცეს.
5. ბოჭკოვანი დამუშავების ეფექტურობის გასაუმჯობესებლად მიღებულია სპეციალური ბოჭკოვანი სტრუქტურა.
6. რეგულირებადი სპანდექსის უნივერსალური საყრდენი მიღებულია იმისათვის, რომ უზრუნველყოს სპანდექსის კარგად კვება მაღალი სიჩქარით მუშაობის დროს.
7. ელექტრო სტრუქტურა უზრუნველყოფს მოსახერხებელ და სწრაფ ხრახნიანობას. (სურვილისამებრ)
8. დანადგარის დეფორმაციის გამათბობელი იყენებს ბიფენილის ჰაერის გათბობას. ტემპერატურის სიზუსტე ზუსტია ±1 ℃-მდე, რაც უზრუნველყოფს ყველა შპინდელის ტემპერატურის ერთნაირობას. ეს სასარგებლოა შეღებვისთვის.
9. შესანიშნავი დანადგარის სტრუქტურა, საიმედო წამყვანი სისტემა და დაბალი ხმაური. პროცესის რეგულირება მარტივია და მისი შენარჩუნება ერთი შპინდელის მეშვეობით ხდება პროდუქტიულობის გასაუმჯობესებლად.
| ტიპი | V ტიპის |
| შპინდელის ნომერი | 288 შპინდელი, 24 შპინდელი/სექცია X 12 = 288 შპინდელი |
| შპინდელის საზომი | 110 მმ |
| ცრუ დახვევის ტიპი | დაწყობილი დისკის ხახუნის ცრუ ბრუნვა |
| გამათბობლის სიგრძე | 2000 მმ |
| გამათბობლის ტემპერატურის დიაპაზონი | 160℃-250℃ |
| გათბობის მეთოდი | ბიფენილის ჰაერის გათბობა |
| მაქსიმალური სიჩქარე | 1000 მ/წთ |
| პროცესის სიჩქარე | 800 მ/წთ~900 მ/წთ |
| ასაღები პაკეტი | Φ250xΦ250 |
| დახვევის ტიპი | ღარიანი ბარაბნის ტიპის ხახუნის გრაგნილი, შეფუთული ორმაგი კონუსისებრი ბობინით |
| დატრიალების დიაპაზონი | სპანდექსი 15D~70D; ჩინლონი 20D~200D |
| დამონტაჟებული სიმძლავრე | 163.84 კვტ |
| ეფექტური სიმძლავრე | 80 კვტ~85 კვტ |
| მანქანის ზომა | 18730 მმ x 7620 მმ x 5630 მმ |